

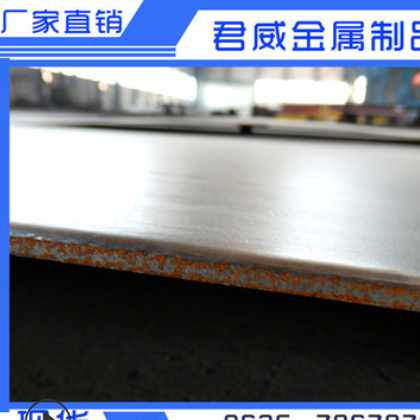
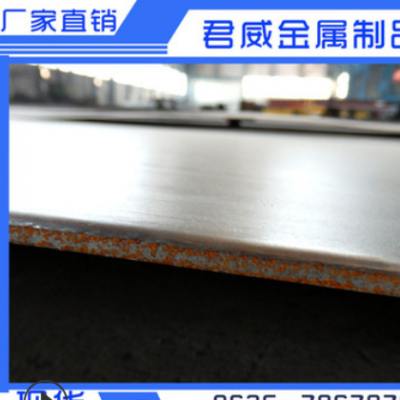

不锈钢复合板是以碳钢基层与不锈钢为复层通过特殊的制作工艺结合而成的复合板钢板。它的主要特点是碳钢和不锈钢形成牢固的冶金结合,可以进行热压、冷弯、切割、焊接等各种加工,有良好的工艺性能。不锈钢复合板的基层材料可以用Q235B、Q345B、Q245R、Q345R等各种普通碳素钢或专用钢。复层材料可以用304(L)、316(L)、310S、1Cr13、202、321等各种牌号的不锈钢。材质和厚度可以自由组合,满足不同用户的需要。
耐磨不锈钢复合板使用优质耐磨不锈钢及耐磨碳钢,具有耐磨、耐腐蚀等特性,因而被广泛用于石油、化工、制盐、制碱等国民经济各行各业,它是不锈钢板的有效替代产品,其价格又具有不锈钢无法比拟的优势。
管线钢用不锈钢复合板是指用于输送石油、天然气等的大口径焊接不锈钢复合管或复合板。管线钢用不锈钢复合板除具有较高的耐压强度外,还具有较高的低温韧性和优良的焊接性能。
目前国内已研究开发了热轧钎焊法生产不锈钢复合板,就是在造船板上单面或双面包覆具有高防腐性能不锈钢,替代或取代传统的防腐工艺,应用在船舶和储油罐制造上,既使船舶具有长久的防腐蚀能力,又保证船板的强度。近年来,高防腐的不锈钢每吨价格在3万元至6万元之间,相比之下,油轮、化工船、化工罐使用高防腐不锈钢复合板每吨价格只有1.2-2万元,利用不锈钢复合材料制造船舶和储油罐、化工罐生产成本低,同时具备实用性、防腐性和强度要求标准。去年中国各种不锈钢复合板的产量在10万吨/年,而国内总需求保守估计也在200万吨,造船用不锈钢复合板市场缺口大、前景广阔。
不锈钢复合板作为一种资源节约型的产品,减少贵重金属的消耗,大幅度降低工程造价。实现低成本和高性能的完美结合。经热轧工艺生产的不锈钢复合板基板和不锈钢之间可形成牢固的冶金结合,具有良好的机械性能,可以进行热压、冷弯、切割、焊接等各种加工。根据储罐的不同用途,基层材料可以使用Q235B、Q345R等各种普碳钢和容器钢。复层材料可以使用304、316L、1Cr13和双相不锈钢等各种牌号的不锈钢。材质和厚度可以自由组合,能满足不同化工储罐的性能要求。
不锈钢复合板作为一种新型材料,充分实现了材料的优势互补,又具有耐腐蚀等特性,因而被广泛用于石油、化工、制盐、制碱等国民经济各行各业,它是不锈钢板的替代产品,其价格又具有不锈钢无法比拟的优势。
随着城市建设的发展,对耐腐蚀、美观典雅的匀变截面灯杆的需求逐年递增,日前市场上出现的包敷式的复合直管已无法满足各种造型的加工要求,而用轧制法生产的抛光复合钢板因其碳钢基板和复层材料的合理配比使其获得比全不锈钢板更优越的可加工性和低50%的热膨胀系数,使冷做硬化大大减小,弯曲园角半径减小,工件形状美观,可制成各种变截面灯杆,外形美观。不锈钢复合钢板以其和不锈钢相同的表面质量,低30%-40%的售价,充分体现了优良性能和低廉价格的完美组合,对市场的吸引力显而易见。大中城市每条街均需这种材料,市场前景看好,是各种照明灯杆、体育馆、展览馆管件结构的首选材料。
双相不锈钢由于它具有优异的耐蚀性特别是耐应力腐蚀开裂性,逐渐成为海水淡化用不锈钢重要的一类材料。应力腐蚀开裂是在一定温度下,材料在腐蚀环境下,有拉应力存在的条件下造成材料突然失效的一种腐蚀方式。双相不锈钢的强度是奥氏体不锈钢的两倍,我公司通过不断技术研发开发双相不锈钢复合板以其优异的力学性能和更经济的成本,广泛应用于多级闪蒸(MSF)海水淡化装置蒸发器的设备制造。

不锈钢性能与用途
系列 | 美标(ASTM) | 国标(GB) | 性质 | 用途 |
300 | 304 | 06Cr19Ni10 | 作为一种用途广泛的钢,具有良好的耐蚀性,耐热性,低温强度和机械特性。冲压、弯曲等热加工性好,无热处理硬化现象(无磁性,使用温度-196℃~800℃) | 食品工业、家庭用品(1、2类餐具、厨柜,室内管线,热水器、锅炉、浴缸) |
304L | 022Cr19Ni10 | 作为低C的304钢,在一般状态下,其耐蚀性与304钢相似,但在焊接后或者消除应力后,其抗晶界腐蚀能力优秀。在未进行热处理的情况下,亦能保持良好的耐蚀性,一般在400以下使用(无磁性,使用温度-196℃~800℃) | 应用于抗晶界腐蚀性要求高的化学、煤碳、石油产业的野外露天机器、建材、耐热零件及热处理有困难的零件 | |
321 | 06Cr18Ni11Ti | 在304钢中添加Ti元素来防止晶界腐蚀。适合于在430℃~900℃温度下使用。 | 医疗器具、建材、化学、农业、船舶部件、原子能工业、航空器、排管、锅炉汽包汽车配件(风挡雨刷、*、模制品) | |
316 | 06Cr17Ni12Mo2 | 应添加Mo,故其耐蚀性、耐大气腐蚀性和高温强度特别好,可在苛酷的条件下使用。加工硬化性优(无磁性) | 海水里用设备、化学、染料、造纸。草酸、肥料等生产设备;照像、食品工业、沿海地区设施、绳索、CD杆、螺栓、螺母 | |
316L | 022Cr17Ni12Mo2 | 作为316钢种的低C系列,除与316钢有相同的特性外,其抗晶界腐蚀性优。 | 316钢铁用途中,对抗晶界腐蚀怕有特别要求的产品 | |
309S | 06Cr23Ni13 | 23Cr-13Ni高合金钢不锈钢,优良的抗腐蚀性和强度,适合于工作温度在1000℃的零部件 | 排气机器,热处理炉和热交换机等 | |
310S | 06Cr25Ni20 | 很好的抗氧化性、耐腐蚀性,耐高温性,因为较高百分比的铬和镍,310S拥有好得多蠕变强度,在高温下能持续作业,具有良好的耐高温性。 | 锅炉、排气机器,热处理炉和热交换机等 | |
系列 | 美标(ASTM) | 国标(GB) | 性质 | 用途 |
200 | 201 | 12Cr17Mn6Ni5N | 具有耐酸、耐碱,密度高、抛光无气泡、无针孔等特点,是生产各种表壳、表带底盖优质材料等。 | 主要用于做装饰管,工业管,一些浅拉伸的制品. |
202 | 12Cr18Mn9Ni5N | 用Mn和N 代替了部分镍,从而获得了良好的力学性能和耐蚀性能,是一种节镍的新型不锈钢,他的室温强度比304高,在800度以下有较好的抗氧化性和中温强度 | 主要用于做装饰管,工业管,一些浅拉伸的制品. | |
2205 | 00Cr22Ni5Mo3N | 它的Cr、Mo和N元素的区间都比较窄,容易达到相的平衡(即两相约各占一半) , 改善了钢的强度,耐腐蚀性和焊接性能,多用于性能要求较高和需要焊接的材料,如油气管线等. | 用于炼油, 化肥,造纸,石油,化工 等耐海水耐高温浓硝酸等 的热交换器和冷淋器及器件。 | |
400 | 409 | 022Cr11Ti | 最廉价的型号.因添加了Ti元素,故其高温耐蚀性及高温强度较好。属铁素体不锈钢(铬钢) | 汽车排气管、热交换机、集装箱等要焊接后不热处理的产品 |
410 | 12Cr13 | 为马氏体钢的代表钢,虽然强度高,但不适合于苛酷的腐蚀环境下使用。其加工性好,热处理面硬化(有磁性) | 刀刃、机械零件、石油精炼装置、螺栓、螺母、泵杆、1类餐具(刀 、叉) | |
420 | 20Cr13 | 淬火后硬度高,耐蚀性好(有磁性) | 餐具、 刀刃、阀门、板尺、涡轮机叶片管嘴 | |
430 | 1Cr17 | 作为铁素体钢的代表钢种,热膨胀率低,成形性及耐氧化性优 | 耐热器具、燃烧器、家电产品、2类餐具、厨房洗涤槽、外部装饰材料、螺栓、螺母、CD杆、筛网 | |
444 | 019Cr19Mo2NbTi | 高耐腐蚀铁素体不锈钢,耐腐蚀性比得上316的优异钢种 | 水箱、热水器、太阳能热水器集热板 |
不锈钢复合板的焊接工艺
使用范围
本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总厚度大于或等于4mm的不锈钢复合板的焊接。
2.1焊接材料选用原则
2.1.1 复层材料的选用应保证熔敷金属的合金元素的含量不低于复层材料标准规定的下限值。
2.1.2 过渡层的焊条宜选择25%Cr-13%Ni型或25%Cr-20%Ni型以补充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用25%-13%Ni-Mo型焊条。
2.2 常用不锈钢复合板焊接材料可按表2.2-1、2.2-2选取。
表2.2-1 常用不锈钢复合板过渡层及复层焊接材料的选用
复层材质过渡层焊接
复层焊接
焊条牌号
焊条型号
焊条牌号
焊条型号
焊丝钢号
0Cr18Ni9
(304)A302
A307
A062
A402
A407E309-16
E309-15
E309L-16
E310-16
E310-15A102
A107E308-16
E308-15H0Cr21Ni10
00Cr19Ni10
(304L)A062
E309L-16
A002
E308L-16
H00Cr21Ni10
0Cr18Ni9Ti
(321)
1Cr18Ni9TiA302
A307
A062
A402
A407E309-16
E309-15
E309L-16
E310-16
E310-15A132
A137E347-16
E347-15H0Cr20Ni10Ti
H0Cr20Ni10Nb00Cr17Ni14Mo2
(316L)A042
E309MoL-16
A022
E316L-16
H0Cr19Ni12Mo2
0Cr17Ni12Mo2
(316)A312
A042E309Mo-16
E309MoL-16A022
E316-16
H00Cr19Ni12Mo2
1Cr13
(410)A302
A307
A402
A407E309-16
E309-15
E310-16
E310-15A302
A102E309-16
E308-16H0Cr14
表2.2-2 常用不锈钢复合板基层焊接材料的选用
基层材质手弧焊
埋弧焊
氩弧焊
CO2保护焊
焊条
焊丝钢号
焊剂
焊丝钢号
焊丝钢号
型号
牌号
型号
牌号
Q235A、Q235B、20g、20R
E4303
E4315J422
J427H08A
H08MnAHJ401-H08A
HJ401-H08MnAHJ431
H08Mn2SiA
H08Mn2SiA
16Mn
E5015
J507
H08MnA
H10Mn2
H10MnSiHJ401-H08MnA
HJ401-H10Mn2
HJ401-H10MnSiHJ431
H08Mn2SiA
H08Mn2SiA
16MnR
E5015
E5015-GJ507
J507R3.1 下料
不锈钢复合钢板的切割以及坡口加工尽量采用机械加工方法,切割面应光滑,采用剪床切割时,复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。
3.2 坡口加工及检查d. 加工完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。
3.3焊前清理
坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,清除表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口100mm范围内应涂防飞溅涂料。
3.4 焊件装配
a.装配应以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于2mm,对于复层厚度不同时,按较小的复层厚度取错边量
b.定位焊应焊在基层母材上,且采用与焊接基层金属相同的焊接材料。手弧焊定位焊焊缝参照表3.5-1坡口形式和尺寸按图纸设计规定,如设计未明确规定的,可参照图3.2-1选用。
坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。
坡口加工一般采用机械方法制成。若采用等离子切割、气割等方法开制坡口,则必须去除复材表面的氧化层
焊前准备
