





| 用途 | 分切机控制器 |
|---|---|
| 品牌 | Xiner |
| 型号 | FQXT2-5E2N-1R |
| 加工定制 | 是 |
FQXT系列分切控制器应用于自动分切机,自动下料机,自动冲床等行业,可替代PLC进行简单的工序。该表具有抗干扰、抗振动能力强,性能稳定、工作可靠。
两路NPN型晶体管开漏输出控制步进电机运动
FQXT2升级产品有密码保护和倍频,参数恢功能,增强了抗干扰能力。
PLS与DIR输出对应连接步进电机驱动器的CP和DIR端子(有些是CW和CCW)
1组继电器输出 控制下刀切断;
可定长定量分切控制,
可设定长度:
长度设定范围 0~59999(如Sd---0设定 10000 , 表示0段需要走动 10000单位)
脉冲比率可设定:
计算方法为:段的长度值 = 实际脉冲数 * P-CoEF ;
如 设定为0.5表示 2个步进脉冲对应长度 1个单位;
脉冲输出频率(输送速度)和方向可设定(nFnnnn 如1F5000,表示正转,速度5000Hz)
输出频率范围:6-5999Hz(电机高速时,注意加减速的设置)
方向设置:1 输出脉冲、正向运动
2 输出脉冲、反向运动
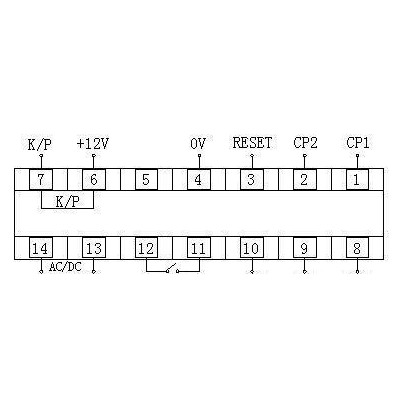
端子说明:
K/P端子为自动/暂停端子:接+12V为运行,断开暂停;所以要自动运行必须连接+12V;手动时自动运行暂停按仪表的“▲”“▼”键可点的步进电机走动;
RESET端子为复位开启端子: 控制运行与停止,接通 0V时停止,断开运行,在停机状态时会清零数量值;
CP1和CP2为多功能控制端子:误差校正输入控制端(CP1用以消除积累误差);运行下一段输入端(CP2接0V一次为一次触发,运行一次下一段);
PLS和DIR为输出端:选择“CtrL-1” 时为CP和DIR 方式,PLS输出脉冲数与CP对应,DIR输出控制方向与DIR对应;选择“CtrL-2” 时为 CW和CCW 方式,PLS输出正转脉冲与CW对应,DIR输出反转脉冲与CCW对应。
继电器OUT1输出端:继电器1输出控制下刀信号,控制下刀动作;
参数说明:
P-CoEF 脉冲比率:计算方法为:段的长度值 = 实际脉冲数 * P-CoEF ;
如 设定为0.5表示 2个步进脉冲对应长度 1个单位;
dSP--x dSP—0:为显示分切数量;dSP—1:为显示长度值;
CP2--x CP2—0:表示内部继电器延时触发;CP2—1:表示上跳沿触发;CP2—2:表示下跳沿触发;
CtrL-X Ctrl—1:输出控制模式为 CP和DIR 方式,PLS输出脉冲数与CP对应,DIR输出控制方向与DIR对应。
Ctrl—2:输出控制模式为 CW和CCW 方式,PLS输出正转脉冲与CW对应,DIR输出反转脉冲与CCW对应。
CP1-xx CP1-2为色标传感器功能开;每个送料过程的**个探测脉冲输入时装入一个位置修正值,
用以消除积累误差,根据有无探测输入可以知道有无原料。
CP1-1为传感器功能开;每次探测脉冲输入时装入一个位置修正值(Sd---P值),用以消除积累误差。
CP1-oF为功能关(无色标传感器),对于不需考虑积累误差的设备可以设定功能开关来屏闭此功能.
AC-XXX 加减速设定:表示为每走动 1步频率变化xxx Hz;如AC-005 表示为 每走动 1 步频率变化 5 Hz。
Sr—X.X 继电器OUT1延时释放时间:Sr--1.0表示继电器OUT1吸合后延时1秒释放。
Sd—SL 自动分切数量,自动定量分切;
Sd---P 修正值,色标传感器探测到色标时**把修正值装入,用以消除积累误差;无色标传感器时设定为00000;
Sd---0 为设定长度值,设定段的长度;如只用一段长度,可在“Sd---1”的段值数设定为00000**可结束后面的各段。
nFnnnn 为方向与输出频率设定标志,F前的n为方向设定:0-2;F后的nnnn为频率设定:6-5999Hz
分切机系统-应用实例




