



















| 产地 | 南非 |
|---|---|
| 粒度 | 200(目) |
| 牌号 | 高纯钒粉 |
| 杂质含量 | 0.01% |
| 重量 | 10kg/块 |
| 执行质量标准 | 国标 |
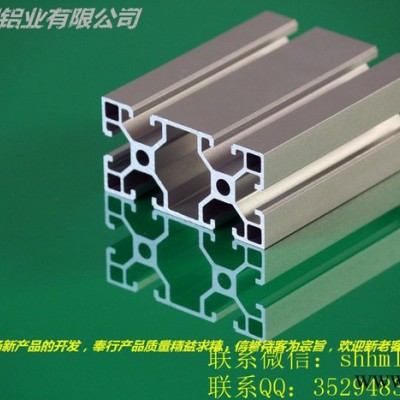
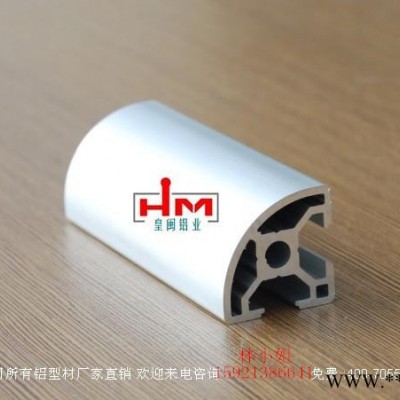
| 品牌 | 皇闽铝业 |
| 钒含量≥ | 98% |
铝型材加工常见的认识误区

[来源:上海皇闽铝业]
1)快进与工进:在加工程序中G00和G01都可以定义刀具的直线运动,但它们的作用大有不同,初学者容易混淆。工进类指令(G01、G02、G03等)进给速度由程序中F指令决定;快进类指令(G00和部分回零指令)进给速度不在加工程序中指定,而是在机床参数设置时作为机床参数保存在数控系统中。工进类指令不但要保证加工终点准确,还要保证加工路径和进给速度准确,这要靠微观上的插补计算和动态控制来实现。快进类指令的目的是尽量减少空行程时间,在多轴联动时,运动轨迹不可预测。因此快进类指令不可以用于加工进给。
2)定位精度与重复定位精度:加工中心制造商在宣传材料中往往只给出重复定位精度而不给出定位精度指标,使得部分用户容易将重复定位精度误解为决定零件加工精度的主要指标。其实重复定位精度高并不意味着零件加工精度**高。定位精度才是决定零件加工精度的主要指标。
重复定位精度反映机床多次返回同一位置的能力。测量方法是固定一个百分表,表头压在主轴上,标定百分表零点。将主轴移走到任意位置再令其返回刚才的标定坐标位置,读取百分表读数误差。经过多次往返读数,得到的误差**是重复定位精度。
按照现在的数控技术水平和加工中心典型机电搭配,即伺服电机+旋转编码器+滚珠丝杠或齿轮齿条重复定位误差一般不大于2个脉冲当量,远远小于0.01mm。
定位精度是指在机床全行程上准确移动指定距离的能力。铝型材加工中心行程可达7米,定位精度测量一般采用激光干涉仪。定位精度主要受导轨形位误差、机械间隙、丝杠/齿条误差、机件变形和电气跟随误差影响。由激光干涉仪测得的误差数据输入数控系统,通过数控系统的误差补偿功能可以得到很高的定位精度。
工业铝型材是如何加工的?
[来源:上海皇闽铝业]
一般是按个地区的行业指导价(铝锭价)+加工费!加工费分为:毛坯料价。氧化料价,电泳料价,喷涂料价,加工费用和生产商当地生产成本,表面处理要求挂钩,还包含运费,包装费!除去特殊定做基本工业铝型材出场,一根6米,切割成你要使用的尺寸,比如要用1米,那1米**是切割尺寸。
一般而言,1系纯铝的耐蚀性较佳,5系表现良好,其次是3系和6系,2系及7系较差。耐蚀性选用原则应根据其使用场合而定。高强度合金腐蚀环境下使用,必须使用各种防蚀用复合材料。很多客户在购买铝时非常关心,硬度优先选跟合金化学成份有直接的关系。铝型材强度是产品设计时必须考虑的重要因素,成其是铝合金组件作为组件时,应根据所承受的压力,选择适当的合金。纯铝强度较低,而2系及7系热处理型合金度较高,硬度和强度有一定的下相关系。
耐蚀性包括化学腐蚀,耐应力腐蚀等性能。不同的状态也影响较大,从所能达到的硬度来看,7系,2系,4系,6系,5系,3系,1系,依次降低。
是真的吗 | 门窗铝型材越厚质量越好?
[来源:上海皇闽铝业]
日常人们在消费过程中,都会有这样一个消费观念:物品价格越高越好,数量越多越好,材料越扎实越好……因为消耗材料越多,相应的价格**会越高,品质**自然越好。那么这个认识是正确的吗?
通常铝合金门窗的价格构成有三个要件:型材,窗型,配件。其中型材的壁厚对产品的价格影响是不小的,不少消费者在选购铝合金门窗时,会想当然的认为,铝材壁厚越厚,超过**标准,产品质量**越好,事实上并非如此。
铝合金门窗产品型材壁厚的**标准是在保障产品安全和性能的情况,按照节能环保要求而设定的,并不是产品型材壁厚越厚,产品质量**越好。因为过厚的型材壁厚,并不能保证产品的气密性、水密性**好,产品品质**高。
要判定一款铝合金门窗产品质量的优劣,必须从以下几个方面去全盘考虑:
1、型材设计的合理性;2、产品的气密性及水密性;3、产品的玻璃、五金件及辅件的配置。
如果一款产品它的型材设计不合理,气密性和水密性达不到要求**算它的壁厚超过**标准的N倍,它也不是一款好产品。
而且,从大处来说,过度追求铝合金型材壁厚而必定会给**带来严重的资源浪费。从小处来说,过厚的型材必将带来过高的产品价格,给消费者带来不必要的经济负担。
**的铝合金门窗所用的铝型材,其厚度、强度和氧化膜一般都能符合**的标准,比如**相关规定要求:
1、铝合金门窗的铝型材壁厚应在不低于1.2mm以上,氧化膜厚度应达到10微米。
2、钢化玻璃较普通玻璃要好,如果对门窗安全性和耐久性能考虑。
3、不锈钢材质的五金配件(如螺丝、合页等)要比铝质配件好。








